.jpg)
&TupeloTree(right)NashvilleGA.jpg)



|
This page is divided into two parts. In the first part, the basic outline for construction of an evaporator is laid out. In the second part, photographs of a skimming trough that may be built onto the sides of the evaporator are shown. Part I. Basic Outline
Although Slides 3-5 represent a sequence in the construction of an evaporator, the slides are designed to be viewed together with a minimum narrative.
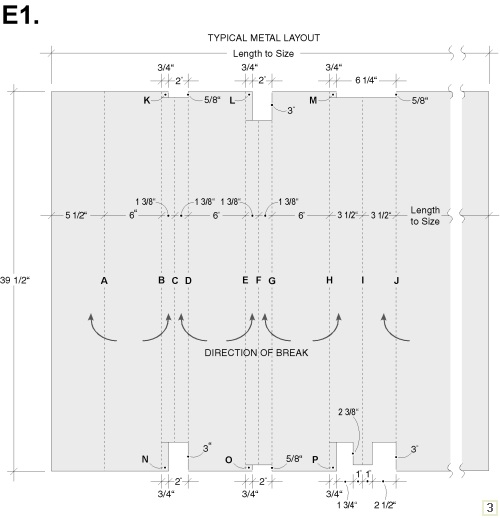
Labels A-J in the initial metal layout (Slide 3) indicates the breaks (dotted lines) in the metal sheet. This layout shows one end (formed by a 90° break at Label A), and the repeating baffle patterns (two low baffles, peaks at Label C and Label F; and one high baffle, peak at Label I). This three-baffle pattern is repeated for the length of the evaporator, generally 12-18 feet. All dimensions are nominal, typical and are an illustration of a "to fit" fabrication; for example, the low baffles are sized for the illustration at 1 3/8 inches high, but other designs called for them to be higher or lower, and here, no allowance was been made for the metal taken up by the bends.
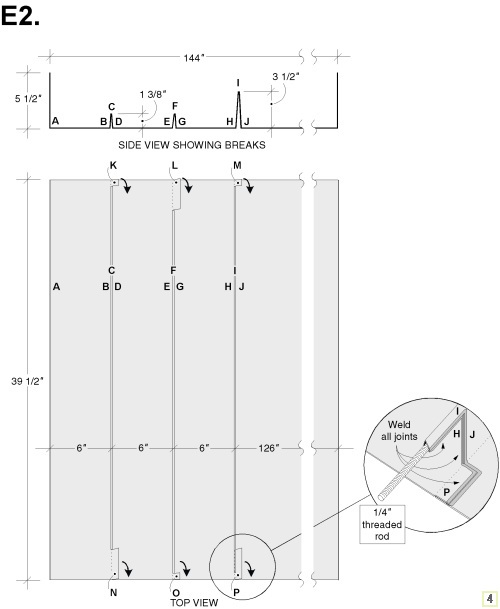
Slide 4 shows the metal sheet after the breaks are made. In the side view (at top), the baffles are spread out for illustration. In an actual fabrication, the center bend (e.g., Label C) is 180° and the other bends are 90°. Once the bends in the baffles are made, a ¼-inch threaded rod is run through the top of the high baffle (Label I, detail at bottom right). Then, all tabs (e.g., Label K and Label N) are pressed flat and welded, as are the ends of all baffles.
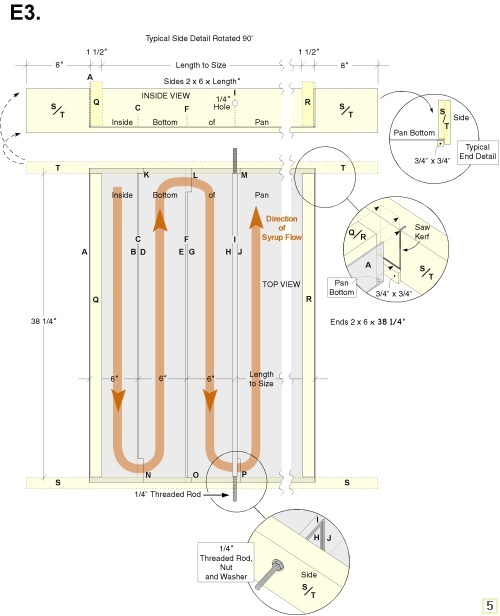
The evaporator has four wooden sides (Slide 5); poplar was preferred by Mr. Poitevint, but cypress was also used. Near each end of the side rails (see Label T, detail at right), an inside vertical kerf is made into which the vertical metal end (Label A) is inserted. Then, the wooden evaporator end (2 x 6", Label Q) is placed parallel and inside the metal end (Label A). The side rail (Label S) is a 2 x 6 (inch), cut to length. A ¾ x ¾ inch cut-out of the inside bottom of the rail (top detail, Slide 5) is removed. The edge of the pan is fit into the cut-out so that the baffles are flush with the side rails. Then, the cut-out is replaced, using nails or other fasteners, and the threaded rods are bolted in place (lower detail, Slide 5). Historically, cotton fiber was stuffed into the metal to wood interfaces, but Mr. Poitevint used Lexel caulk in the last evaporators he made. For a few days before use, evaporator were filled with water to swell the wood, decreasing the likelihood of leaks. Part II. Photographs of a Skimming Trough The purpose of this part is to illustrate how the basic evaporator design shown above was modified to include skimming troughs. I wish to gratefully acknowledge Mr. Felix Horne (Metcalfe, Georgia), who allowed me to make photographs of his evaporator and include them here.
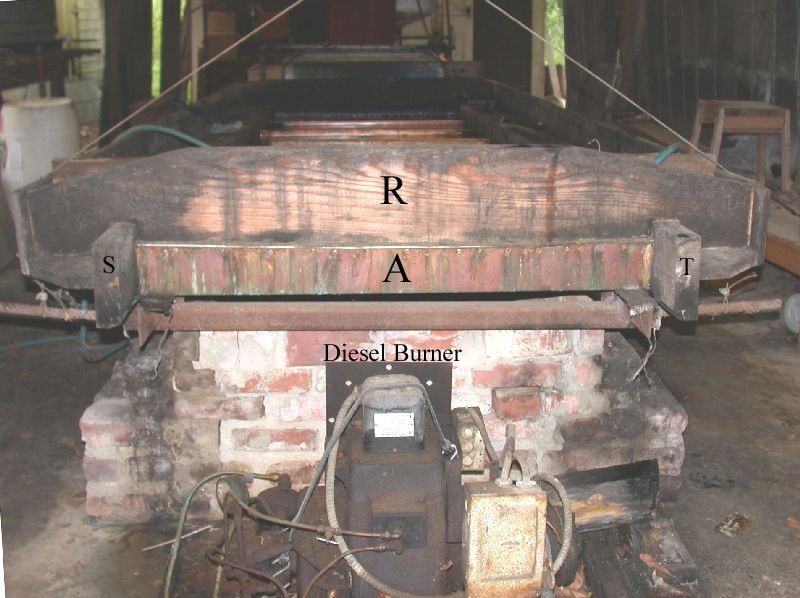
An overview of the evaporator (Slide 6) is taken from the juice end. The labels in this slide correspond to those used above, but note that the designs of the wooden components are not identical, as expected. The end of the evaporator metal (Label A) is outside the wooden evaporator end (Label R). The skimming troughs are built onto the evaporator, outside the modified (inner) side rails (Label S and Label T). Another view of the juice end ( Slide 7) shows how the height is adjusted whereas Slide 8 show details of the baffles and inner side rail.
Two views of the skimming troughs are shown in Slide 9 (taken toward the syrup end) and Slide 10 (taken toward the juice end). The inside rails are slanted downward toward the syrup end. Skimmings that boil over into the trough are removed by a typical skimmer. The liquid in the skimming trough returns to the juice ends via slots in the inner side rail ( Slide 11).
In closing, I must make the usual legal disclaimer. This page, a description of the historical means of evaporator construction, is provided for entertainment and education only; it is not a guide. Construction and use of an evaporator should be done only by qualified persons and may involve sharp, rapidly moving, hot, and explosive materials. No liability is assumed. |